

Сила зажима литье под давлением относится к максимальной силе, оказываемой зажимным узлом формовочной машины на форму. Когда расплавленный материал впрыскивается в форму с высокой скоростью и давлением, создается направленная наружу сила. Зажимной узел формовочной машины должен обеспечивать достаточное усилие, чтобы форма всегда оставалась плотно закрытой во время производства. Итак, как рассчитать силу зажима? Мы познакомим вас с некоторыми методами расчета силы зажима. Усилия зажима, полученные в результате расчета, предназначены только для справки, а фактическая цифра зависит от используемой вами формовочной машины.
Формула расчета силы зажима:
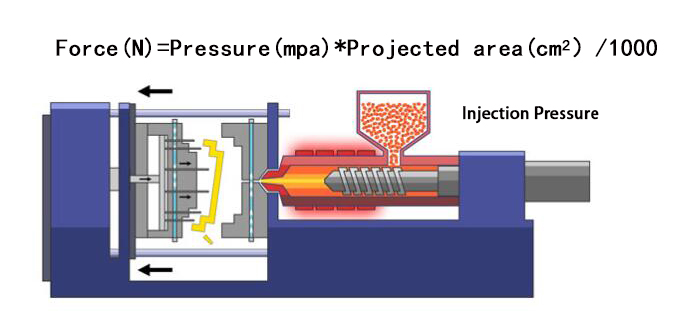
1. Ф=р*А/1000
P (кгс/см²): давление в полости литьевой формы.
A(см²): общая проецируемая площадь
Давление в полости литьевой формы обычно составляет 300-500 тонн, а общая проекционная площадь представляет собой проекцию полости и резины на разделяющую поверхность. Следовательно, сила зажима в основном зависит от количества полостей пресс-формы и конструкции литника пресс-формы.

2. Ф=КПС
КП(t/см²): постоянная силы зажима материала.
S(см²): предполагаемая площадь пластиковых изделий.
Этот способ расчета силы зажима требует обращения к константе пластикового материала.
3. Точный расчет силы зажима
Точный расчет силы зажима может быть достигнут путем анализа текучести пресс-формы в сочетании с формулой 1. На давление в полости в основном влияет1. Количество и положение ворот; 2. Размер ворот; 3. Толщина стенки изделия; 4. Скорость впрыска; 5. Вязкость сырья и т.д.